
扭矩,預緊力和摩擦力之間有什么關系
欄目:行業知識
發布時間:2019-09-24
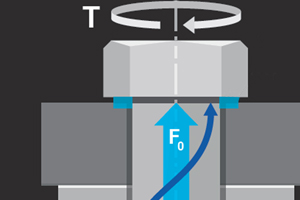
預緊螺栓的主要方法之一是在螺栓的頭部施加扭矩。這是行業中非常普遍的過程,但是要精確控制它并不容易。
當緊固件在螺紋螺旋上向下旋轉時,旋轉運動轉換為線性運動。這會導致螺栓拉伸,而零件被壓縮。但是,只有少量的輸入扭矩用于預緊螺栓。大部分用于克服摩擦的阻力作用,該摩擦作用與緊固件的旋轉相反。
摩擦力如何影響扭矩和預緊力
摩擦起源于兩個接觸界面。在旋轉零件和夾緊零件之間(通常在螺栓頭下方或螺母下方)和螺紋之間。
這意味著轉化為預緊力的轉矩部分很小。扭矩/拉力測試有助于表征兩個接觸界面處發生的摩擦系數。扭矩的細分通常顯示只有輸入扭矩的10%有用。其余部分因摩擦而耗盡。
例如,頭部扭矩代表輸入扭矩的50%,螺紋扭矩代表40%。因此,扭矩擰緊過程不是很有效。可以通過使用低摩擦潤滑劑來增加該部分。使用潤滑劑可減少摩擦并降低達到相同預緊力所需的扭矩。
散布及其影響
摩擦系數也高度可變(通常為+/- 20%),這會在過程中造成分散。同樣,即使擰緊工具非常精確(例如,對于經過校準的手動扭矩扳手為+/- 1%),施加扭矩的偏差也會在+/- 10%到+/- 50%之間變化。當許多操作員意識到自己的身體位置以及操作工具對所施加的扭矩有多大影響時,他們會感到困惑。
眾所周知,所達到的預緊力的分散度為+/- 30%。這意味著最大可能的預緊力可能是最小可能的預緊力的兩倍。對于生銹的螺栓或不易卡死的不銹鋼緊固件,其散布甚至更高。
幸運的是,可以通過涂抹潤滑劑或使用具有規定摩擦系數的螺栓(例如面漆或蠟)來減少散射。

上一篇:
馬丁工程第五代轉動點方案
下一篇:
于細微處,為你的生活“保駕護航”
聯系方式
聯系人:李經理 | 
關注手機版 |
COPYRIGHT ? 2018 天津匯博原機械科技有限公司(hby.cc) ALL RIGHTS RESERVED.